
Roll forming works with both aluminum and steel — but the two materials behave differently in every critical forming parameter. Choosing the wrong material for your application, or specifying a machine without understanding the difference, leads to surface defects, dimensional inconsistency, or a machine that simply cannot produce acceptable profiles.
This guide gives you a complete, data-grounded comparison of aluminum and steel in roll forming: mechanical properties, forming behavior, machine requirements, surface quality considerations, and when each material is the right choice.
Material Properties: What Matters for Roll Forming
Springback: The Critical Forming Difference
Springback — the elastic recovery of the material after forming — is the most important behavioral difference between aluminum and steel in roll forming.
Steel springback: When steel is bent past its yield point, approximately 10–20% of the bend angle recovers elastically after the forming force is removed. For a 90° bend, the tooling must overbend to approximately 95–98° to achieve a finished 90° profile. This is well-understood and routinely compensated in roller tooling design.
Aluminum springback: Aluminum's elastic modulus is approximately one-third of steel's (69 GPa vs. 200 GPa), but its yield strength is comparable. This combination produces significantly larger springback — typically 15–30% angle recovery depending on alloy and temper. For a 90° bend, the tooling may need to overbend to 100–105°.
What this means for machine design:
- Aluminum requires more forming stations than steel for the same profile complexity — each station applies a shallower bend angle to allow controlled springback compensation
- Roll tooling for aluminum must be designed with larger springback compensation factors
- Changing from steel to aluminum tooling on the same machine body is possible, but requires a completely different tooling set — not just gap adjustments
Machine Configuration: What Changes Between Steel and Aluminum
Critical note on roller surface finish: This is the single most common mistake in aluminum roll forming. Standard ground rollers leave micro-scratches on aluminum surfaces that are visible in the finished profile. Mirror-polished rollers (Ra ≤ 0.4 μm) are not optional for aluminum — they are a production requirement. Specifying standard rollers for aluminum produces unacceptable surface quality from day one.
Surface Quality: Steel vs Aluminum
Steel is forgiving. The relatively hard surface of steel resists scratching from roller contact, and minor surface marks are usually invisible after galvanizing or powder coating.
Aluminum is unforgiving. It is significantly softer than steel, and any surface contamination, roller roughness, or inadequate lubrication produces visible longitudinal scratches. In applications where the aluminum surface is visible in the finished installation — solar mounting rails, architectural extrusions, data center cable trays — scratch-free surface quality is a customer requirement.
Managing aluminum surface quality in roll forming:
-
Roller surface: Mirror-polish all forming rollers that contact the top or bottom surface of the strip. Interior surface contact rollers (side forming) are less critical.
-
Lubrication: Apply aluminum-specific forming oil at the entry to the forming mill and at intervals through the forming stations. Do not use water-based coolant on aluminum — it causes oxidation streaks.
-
Coil quality: Aluminum coil surface quality is the starting point. Inspect incoming coil for scratches, oil contamination, and edge burr before loading. Coil-induced defects cannot be corrected in forming.
-
Stacking: Aluminum profiles must be stacked with soft separators between layers. Direct metal-to-metal contact during stacking produces pressure marks.
Alloy Selection: Which Aluminum for Which Application
For solar mounting structures: 6061-T6 and 6005-T5 are the standard choices — strong enough for structural load requirements while remaining formable.
For cable trays: 5052-H32 is most commonly specified — excellent corrosion resistance, good formability, and adequate strength for standard tray applications.
Cost Comparison: True Production Cost Per Meter
Aluminum costs significantly more per kilogram than steel, but its density is approximately one-third of steel. For the same profile geometry (same cross-sectional shape), an aluminum profile weighs about 34% of the equivalent steel profile. This changes the cost comparison significantly.
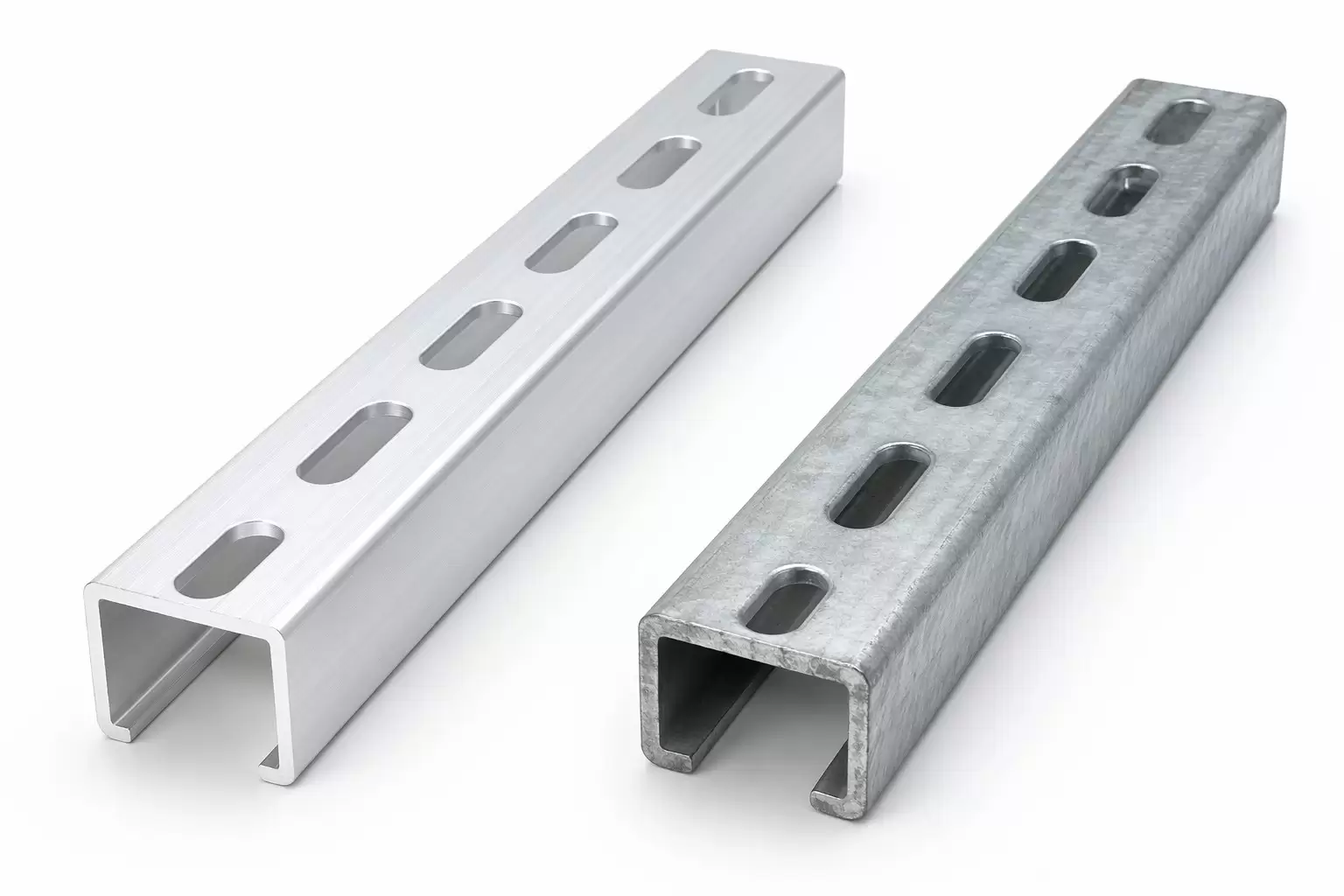
Example: 41×41 mm C-channel, 1.8 mm wall, 4 meters long
The aluminum profile costs 54% more per meter in material — but weighs 64% less. In applications where installation labor cost (lifting, bolting overhead) is significant, and where the weight saving reduces foundation or roof loading requirements, aluminum's higher material cost is frequently justified by system-level savings.
When to Choose Steel, When to Choose Aluminum
Choose galvanized steel when:
- Cost per meter is the primary market driver
- Profiles are in non-visible or non-corrosive environments
- Profile lengths require high bending rigidity over long spans
- Your market is in emerging economies where aluminum supply chain is limited
Choose aluminum when:
- Coastal or salt-fog environment (natural corrosion resistance without coating)
- Weight is constrained (rooftop loading, portable structures)
- Surface visibility matters (architectural applications, premium solar installations)
- Electrical grounding isolation is needed between panel frame and mounting rail
- Your market is in Europe, North America, or coastal Asia
Conclusion
Steel and aluminum are both viable roll forming materials — but they are not interchangeable without machine and tooling design changes. The most important differences are springback (requiring more forming stations for aluminum) and surface sensitivity (requiring mirror-polished rollers and lubrication for aluminum).
If you are planning a new roll forming line and want to process aluminum — or expand an existing steel line to add aluminum capability — discuss the specific tooling and machine configuration requirements with your supplier before purchasing.
Contact our engineering team with your target profile and material specification for a detailed machine configuration recommendation.
Related Articles:
{kind=link}