
W-Beam Highway Guardrail Roll Forming Machine: Full Guide
Every kilometer of highway guardrail — the corrugated steel barrier that lines roads, bridges, and median dividers worldwide — starts as a flat steel coil and ends as a precision-formed structural beam. The machine that makes this transformation possible is the highway guardrail roll forming machine.
This guide covers everything a buyer needs to know: the two main profile types, how the machine works, key technical specifications, international standards, and what to confirm before placing an order.
Two Profile Types: W-Beam vs Thrie Beam
The global guardrail market is dominated by two corrugated steel profiles. Understanding the difference is the first step to specifying the right machine.
W-Beam (2-Wave) Guardrail
The most widely installed highway barrier profile in the world. Its cross-section features two symmetrical corrugations — the characteristic "W" shape. Standard dimensions:
- Finished profile width: 306–312 mm
- Profile depth: 82–85 mm
- Material thickness: 2.5–4.0 mm
- Standard beam length: 3,810 mm (AASHTO) or 4,000 mm (EN)
- Applicable standards: AASHTO M180 (North America, Asia, Middle East, Africa), EN 1317 N2/H1 (Europe)
W-beam is the default specification for standard highways, rural roads, and median dividers in the majority of markets globally. If your customers are bidding on standard highway construction tenders, W-beam is almost certainly the required profile.
Thrie Beam (3-Wave) Guardrail
A deeper, wider profile with three corrugations. Provides significantly higher structural containment capacity. Standard dimensions:
- Finished profile width: 500–506 mm
- Profile depth: 112–114 mm
- Material thickness: 2.5–4.0 mm
- Standard beam length: 3,810 mm or 4,000 mm
- Applicable standards: AASHTO (bridge ends, transitions), EN 1317 H2/H3 (high-containment zones)
Thrie beam is specified for bridge railings, highway-to-bridge transitions, high-speed expressway sections, and anywhere that vehicle containment requirements exceed what W-beam can provide.
Side-by-side comparison:
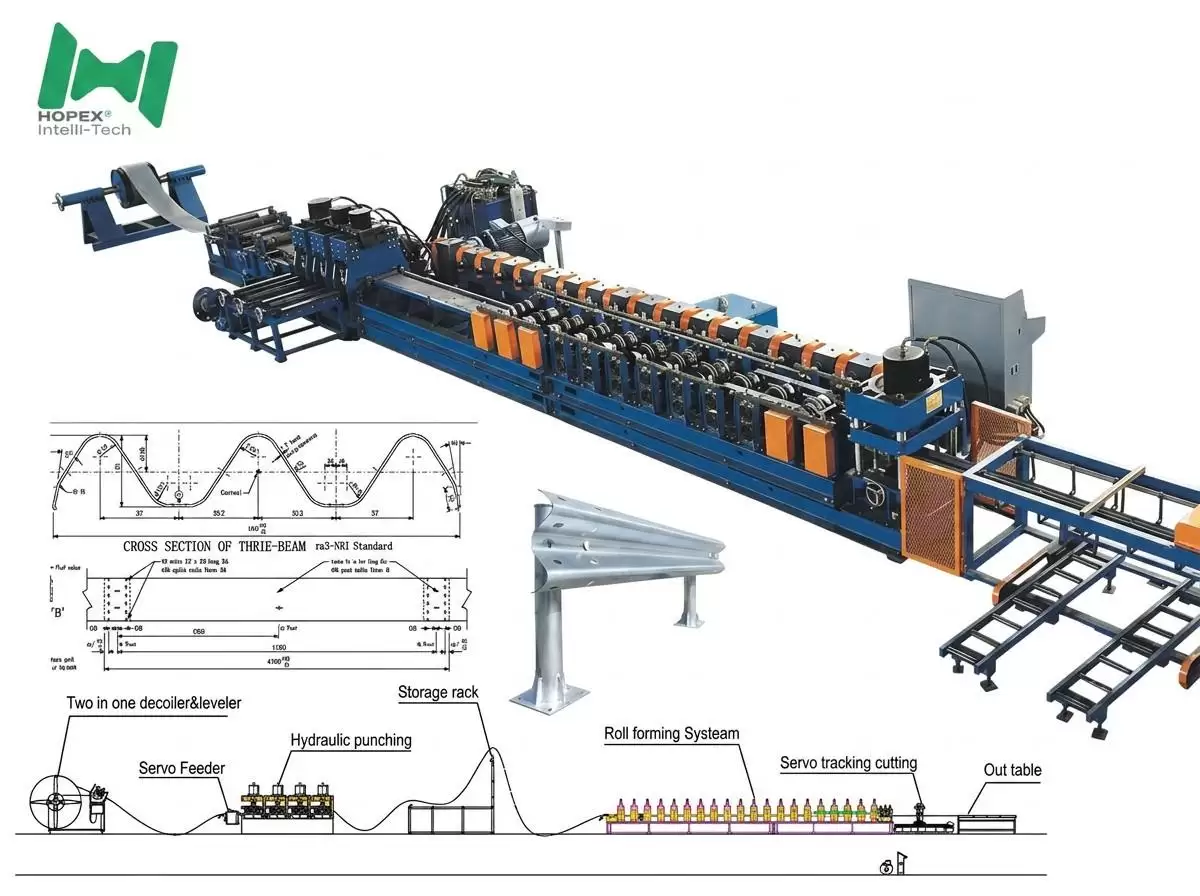
How a Highway Guardrail Roll Forming Machine Works
A complete guardrail production line follows this sequence:
1. Coil Loading (Decoiler) Heavy steel coil — typically galvanized steel (SGCC / ASTM A36 equivalent), 2.5 to 4.0 mm thick — is loaded onto a hydraulic decoiler with 5 to 10 tonne capacity. The large coil weight is characteristic of guardrail production and requires a more robust decoiler than lighter-gauge forming lines.
2. Leveling and Feeding The strip passes through a servo-driven leveling unit that removes coil curl and internal stress. Flat, stress-free material is critical — any residual bow in the strip will cause dimensional deviation in the finished profile.
3. Pre-Punching (Critical Stage) Before forming, a hydraulic punch press stamps the bolt holes, elongated slots, and splice connection holes into the flat strip. Pre-punching on flat material achieves hole position accuracy of ±1.0 mm — far superior to post-forming punching on a corrugated profile. The PLC calculates hole positions based on programmed beam length and triggers the punch at the correct pitch.
4. Progressive Roll Forming The punched strip enters the main forming mill. For W-beam: 10–16 stations progressively shape the flat strip into the double-corrugated W profile. For thrie beam: 16–22 stations are required for the deeper, wider three-corrugation profile. Each station bends the steel a few more degrees. Roller tooling is custom-manufactured for the specific profile geometry.
5. Cutting to Length A hydraulic post-cut shear cuts the finished beam to the specified length. The cutter clamps the profile firmly before cutting to prevent deformation of the corrugated section. Standard lengths are 3,810 mm (AASHTO) or 4,000 mm (EN 1317), with custom lengths programmable at the control panel.
6. Output and Stacking Finished guardrail beams exit onto a roller conveyor run-out table. Manual or automatic stacking depending on production volume.
Key Technical Specifications
International Standards: What Your Machine Must Comply With
Guardrail is safety-critical infrastructure. The finished product must meet the dimensional and material requirements of the applicable national or international standard. Two standards dominate global procurement:
AASHTO M180 (United States / widely adopted globally)
Specifies: steel grade (ASTM A36 or equivalent), minimum yield strength (250 MPa), galvanizing thickness (85 μm minimum per ASTM A123), dimensional tolerances for W-beam and thrie beam profiles, and bolt hole pattern geometry.
Markets that commonly reference AASHTO M180: United States, Canada, most of Southeast Asia, Middle East, Africa, Latin America.
EN 1317 (Europe / adopted in many Commonwealth and developing markets)
A performance-based standard focused on containment level (N1, N2, H1, H2, H3, H4b), working width, and impact severity class. The W-beam is the dominant profile for N2 and H1 containment; thrie beam is used for H2 and H3.
What this means for your machine: The roller tooling must be dimensionally engineered to the target standard's profile geometry. A machine tooled for AASHTO M180 W-beam dimensions may not produce a profile compliant with EN 1317 without re-engineered tooling. Confirm with your supplier which standard(s) your machine is configured for — and request dimensional test reports from the factory acceptance run.
Materials: What Goes Into a Guardrail Roll Forming Machine
Unlike lighter-gauge forming applications, guardrail production operates at the heavy end of the roll forming spectrum. This has implications for every component on the machine.
Input material: Hot-rolled pickled and oiled steel (HRPO) or cold-rolled galvanized steel at 2.5–4.0 mm thickness. The material's yield strength — typically 250–355 MPa for standard guardrail grades — creates significant forming forces that must be handled by the machine's frame, shafts, and drive system.
Roller tooling: Must be Cr12MoV alloy steel, hardened to HRC 58–62. The high forming forces involved in shaping 3–4 mm steel make roller quality non-negotiable. Softer tooling (GCr15) will deform under load and produce out-of-spec profiles within months.
Shaft specification: 80–100 mm diameter, ASTM 1045 or equivalent medium-carbon steel. Undersized shafts deflect under the forming loads of thick-gauge steel, causing profile drift across the beam length.
Frame structure: Heavy-duty welded H-beam steel, stress-relieved. A rigid, non-deflecting frame is essential for consistent profile geometry from the first station to the last.
Drive system: Gearbox drive is the standard for guardrail machines. Chain drive is not suitable for the torque demands of forming 4.0 mm steel at production speeds.
Choosing Between W-Beam and Thrie Beam Machine
For manufacturers in emerging markets — Southeast Asia, Africa, the Middle East — where highway construction is accelerating rapidly, the most common approach is to start with a W-beam machine and expand to thrie beam as the market matures. This minimizes initial capital outlay while capturing the majority of standard highway tender volume.
What to Ask Your Supplier Before Ordering
1. Which standard is the machine designed for — AASHTO M180 or EN 1317? The roller geometry must be matched to the target standard. Confirm the specific profile drawing the tooling is engineered to.
2. What are the roller material and shaft diameter specifications? Accept nothing below Cr12MoV HRC 58–62 and 80 mm shaft diameter for guardrail production.
3. Can you provide a factory acceptance test with dimensional measurement report? Hole pitch accuracy, profile width, depth, and beam length tolerance should all be documented before shipment.
4. What is the punching system configuration? How many die stations? Can the hole pattern be reprogrammed for different beam lengths without die changes?
5. What drive system is used? Gearbox drive is required for 3–4 mm thick steel production. Chain drive is not appropriate for this application.
6. What floor space does the complete line require? A full guardrail line — decoiler, leveler, punch press, forming mill, cutoff, run-out — typically requires 30–45 meters in length plus coil-handling clearance.
Frequently Asked Questions
What is the typical production output per shift? At 12 m/min with a standard beam length of 3,810 mm, one machine produces approximately 190 beams per hour. A single 8-hour shift yields approximately 1,500 beams — or about 5.7 km of finished guardrail.
Can one machine produce both W-beam and thrie beam? Some suppliers offer convertible lines where the roller mill module can be switched between W-beam and thrie beam tooling sets. Changeover time is typically 4–8 hours. This option costs more upfront but provides product flexibility without investing in two separate lines.
How long does manufacturing take? Standard W-beam machine: 45–60 days. Thrie beam or dual-profile machine: 60–90 days, including custom roller tooling design, CNC machining, assembly, and factory acceptance testing.
What galvanizing thickness is required for AASHTO M180 compliance? AASHTO M180 requires a minimum average coating weight of 610 g/m² (equivalent to approximately 85 μm per side) per ASTM A123. This galvanizing is applied to the finished beam after roll forming — the roll forming machine itself processes the pre-galvanized coil, and post-forming galvanizing is done in a separate hot-dip galvanizing operation if required.
Conclusion
The highway guardrail roll forming machine is purpose-built for one of the most demanding forming applications in the roll forming industry — shaping thick-gauge steel into precision safety-critical profiles at high production volumes. The machine must be engineered for the specific profile geometry, the applicable standard, and the forming forces involved in working with 3–4 mm steel.
Choose the profile type (W-beam or thrie beam) based on your target market's standard specifications. Specify Cr12MoV roller tooling with proper hardness. Confirm shaft diameter, drive system, and punch hole accuracy before signing. And require a factory acceptance test with dimensional documentation before shipment.
If you are planning to enter the highway guardrail manufacturing market or expand an existing line, contact our engineering team with your target profile standard and production volume. We will provide a complete line specification and proposal.
Related Articles:
{kind=link}