
How to Choose the Right Cable Tray Roll Forming Machine
A cable tray roll forming machine is not a commodity purchase. The wrong choice costs you in scrap rates, downtime, and profiles that fail dimensional tolerances. The right choice runs for a decade producing consistent, compliant cable trays with minimal intervention.
The difference between the two comes down to five decisions: tray type, material specification, punching system, cutting method, and supplier capability. This guide walks through each one clearly.
Step 1: Define the Cable Tray Type You Will Produce
Different cable tray profiles require fundamentally different machine configurations. Before evaluating any machine, confirm which tray types your customers require.
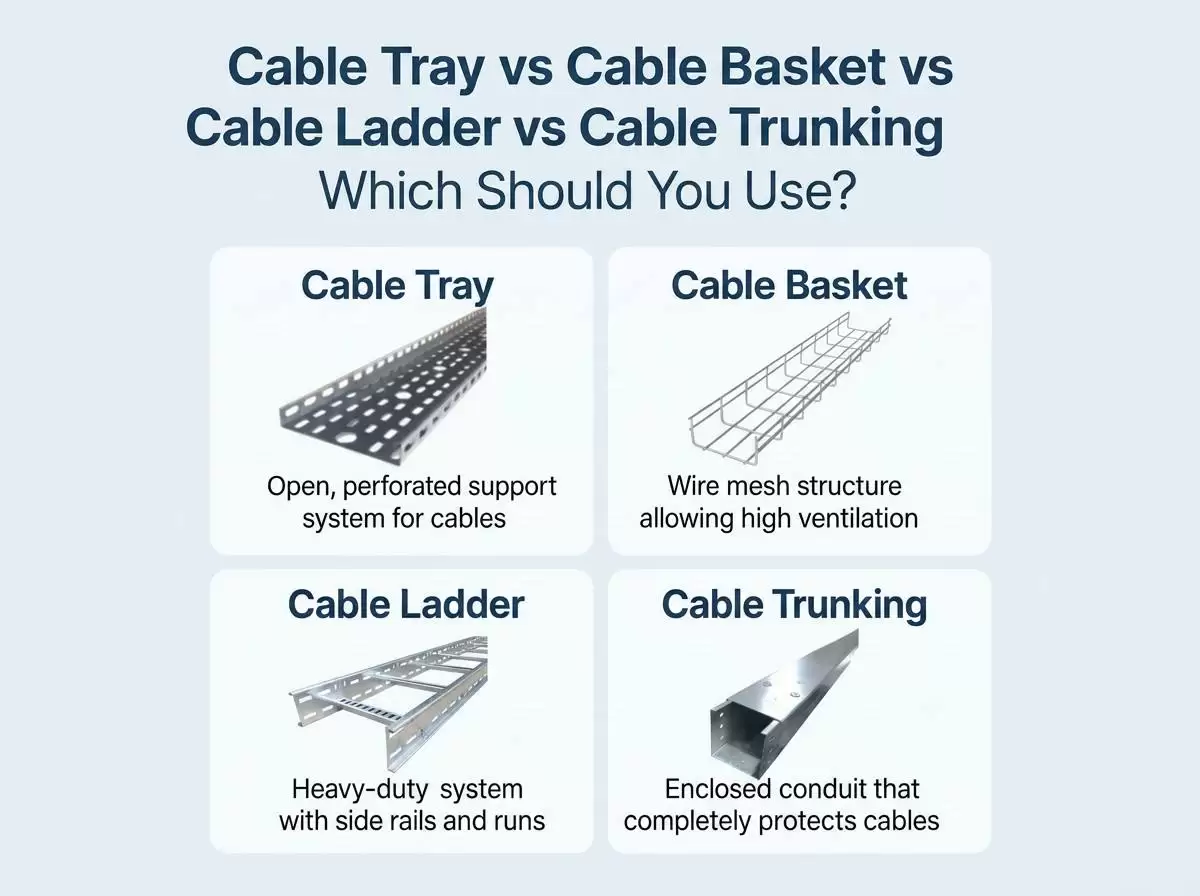
Ladder Cable Tray
Two side rails connected by cross-rungs, resembling a ladder. Excellent ventilation and heat dissipation make this the dominant choice for data centers, power plants, and industrial facilities. Production requires a dedicated ladder tray line — the side rail forming and rung welding or crimping are separate operations from a standard trough tray machine.
Typical dimensions: Width 100–600 mm, side rail height 50–150 mm, rung spacing 150–300 mm
Perforated Cable Tray (Trough with Holes)
A U-shaped trough with a punched hole pattern on the base and sides. Provides partial ventilation while offering more cable containment than a ladder tray. The most widely produced tray type globally.
Typical dimensions: Width 50–600 mm, depth 50–150 mm, thickness 0.8–2.0 mm
Solid Bottom Cable Tray (Trough)
A fully enclosed U-shaped trough with no perforations. Maximum cable protection from dust, moisture, and mechanical damage. Used in food processing, chemical plants, and outdoor installations.
Typical dimensions: Width 50–600 mm, depth 50–150 mm, thickness 1.0–2.5 mm
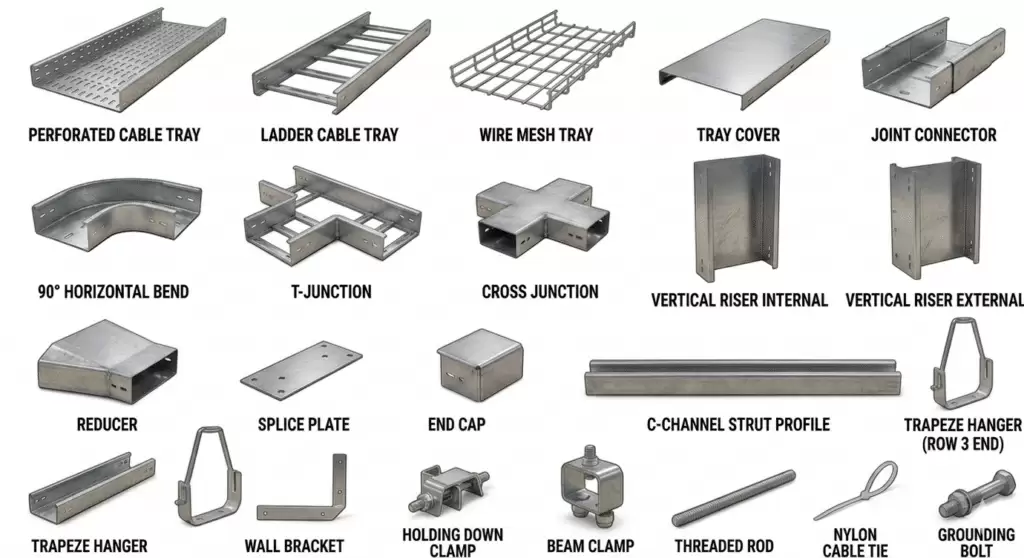
Cable Tray Cover
A matching cover profile produced on the same or companion machine. Required for trough trays in environments where full cable enclosure is needed.
Wire Mesh / European Style
Welded wire mesh trays produced by a different manufacturing process (mesh welding rather than roll forming). If your market requires this type, it needs a separate machine category entirely.
Key decision: If you need to produce multiple tray types, confirm upfront whether the machine supports quick tooling changes between profiles, and what the changeover time is.
Step 2: Specify Your Material Requirements
Cable trays are produced from a range of materials depending on the installation environment. Your machine must be configured for the specific materials you intend to run.
Critical point: A machine tooled for 1.0 mm pre-galvanized steel will not perform correctly on 2.0 mm stainless steel without re-engineered roller tooling. Specify your full material range to your supplier before ordering — not after.
Step 3: Choose the Right Punching System
For perforated trays, the punching system is the most important mechanical decision. It determines your production speed, hole pattern flexibility, and long-term maintenance burden.
Hydraulic Punch Press (Inline)
The most common choice for standard perforated tray production. A hydraulic press punches the hole pattern before or after forming. Die changes allow different hole patterns but require manual tooling swaps.
- Speed: 5–15 m/min
- Hole accuracy: ±1.0 mm
- Pattern change time: 20–45 minutes
- Best for: Medium volume, 1–3 standard hole patterns, budget-conscious operations
Servo Punch Press (Inline)
A servo-driven press synchronized with the forming line via PLC. Pattern changes are done through software — no manual die swaps required for most configurations.
- Speed: 15–25 m/min
- Hole accuracy: ±0.5 mm
- Pattern change time: 2–5 minutes (program recall)
- Best for: High volume, multiple hole patterns, frequent order switching
Rotary Punch
A rotating die drum synchronized with line speed. Extremely fast but locked to a single fixed hole pattern.
- Speed: 25–40 m/min
- Hole accuracy: ±0.5 mm
- Pattern change: Not possible without drum replacement
- Best for: Single pattern at maximum continuous throughput
How to decide: If you produce one standard hole pattern at high volume — rotary punch maximizes output. If you serve multiple customers with different hole specifications — servo press pays for itself in changeover time savings within months. If you are starting out with moderate volume — hydraulic punch is the practical entry point.
Step 4: Select the Cutting Method
The cutoff system affects line speed, cut quality, and length accuracy. Three options:
Hydraulic Stop-Cut
The line stops briefly while the hydraulic cutter operates. Simple and cost-effective, but limits maximum continuous speed.
- Max effective speed: ~10 m/min
- Length accuracy: ±1.5 mm
- Best for: Low-to-medium volume, solid bottom trays, budget lines
Flying Saw (Servo Tracking Cut)
The saw unit travels with the profile at line speed, cutting without stopping the material flow. Allows truly continuous high-speed production.
- Max effective speed: 25–40 m/min
- Length accuracy: ±1.0 mm
- Best for: High-speed perforated and solid tray lines
Servo Synchronized Cutoff
The most precise option. A servo motor drives the cutter in perfect synchronization with the forming line, producing the cleanest edge and tightest length tolerance.
- Max effective speed: 20–30 m/min
- Length accuracy: ±0.5 mm
- Best for: Premium product lines, stainless steel trays, export markets with strict dimensional tolerances
Step 5: Evaluate the Complete Machine Specification
Once tray type, material, punching, and cutting decisions are made, compare suppliers on these parameters:
The frame and roller specification matter most for long-term performance. A lighter frame deflects under load, causing profile drift over time. Cr12MoV rollers outlast GCr15 by a significant margin under continuous production — the upfront cost difference is recovered in reduced tooling replacement frequency.
Step 6: Assess Width Adjustability
A fixed-width machine produces one tray width only. An adjustable-width machine can handle a range of widths — typically 100 mm to 600 mm — through mechanical side-rail adjustment.
If your customer base requires multiple tray widths, adjustable-width capability is essential. Confirm:
- What is the adjustment method? (Manual screw adjustment vs. servo-driven automatic adjustment)
- How long does a width changeover take?
- Does the punching system adjust automatically with the width change?
Servo-driven automatic width adjustment — where the machine repositions rollers and guides to a new width by entering parameters at the touchscreen — reduces changeover from hours to minutes. It is the right choice for operations that frequently switch between tray widths.
Step 7: Verify Supplier Capability
A cable tray roll forming machine is complex equipment. The supplier's engineering capability and post-sale support matter as much as the machine specification.
Questions to ask every supplier:
1. Can you provide tooling drawings and simulation results for my specific profile? Serious suppliers use CAD/CAM software to simulate roll forming sequences before cutting any tooling. This reduces trial-and-error during commissioning.
2. What is your roller tooling material and heat treatment process? Get the specification in writing: alloy grade, heat treatment method, and target hardness (HRC value).
3. What PLC brand do you use, and is local support available in my country? Siemens, Mitsubishi, and Delta have established service networks globally. Proprietary control systems create long-term dependency on the machine supplier for any software modifications.
4. What is included in commissioning? On-site installation and operator training by a qualified engineer should be standard. Confirm this is in the contract, not an optional extra.
5. What is the warranty coverage and duration? 24 months is the industry benchmark. Understand what is and is not covered before signing.
6. Can I see a production test or factory acceptance test? A reputable manufacturer will run your profile specification at the factory before shipment, with dimensional test reports you can review.
Total Cost of Ownership: The Right Way to Compare Prices
Cable tray machines range from under $20,000 for basic configurations to over $150,000 for high-speed automated lines. The purchase price is only one input.
Calculate total cost of ownership over a realistic operating period (5–10 years):
- Tooling replacement frequency — cheaper rollers wear faster and drift out of tolerance
- Energy consumption — servo-driven lines consume significantly less power than hydraulic lines at equivalent output
- Downtime cost — a machine with poor after-sales support that stops for a week waiting for parts costs more than the price difference between suppliers
- Scrap rate — a machine with ±1.5 mm cutting tolerance will produce more out-of-spec pieces than one with ±0.5 mm — this difference shows up directly in material cost per saleable meter
The lowest purchase price rarely produces the lowest cost per meter of finished cable tray over a five-year horizon.
Decision Checklist
Before signing a purchase order, confirm:
- Machine produces all required tray types (ladder / perforated / solid / cover)
- Configured for your specific material type and thickness range
- Punching system matches your volume and pattern-change frequency
- Cutting method matches your speed and accuracy requirements
- Width range covers all customer tray widths you need to produce
- Roller material specified as Cr12MoV or equivalent (not GCr15 only)
- PLC brand confirmed with local service availability
- On-site commissioning and operator training included in contract
- Factory acceptance test agreed upon before shipment
- Warranty terms documented clearly
Frequently Asked Questions
How long does it take to manufacture a cable tray roll forming machine? Standard configurations: 45–60 days. Machines with servo punching, automatic width adjustment, or custom profiles: 60–90 days including tooling design, CNC machining, assembly, and factory acceptance testing.
Can one machine produce both perforated and solid bottom trays? Yes — by changing the punching die (for perforated) or bypassing the punch unit (for solid). Confirm this workflow with your supplier and verify that bypassing punching does not require mechanical modifications that add significant downtime.
What floor space does a complete cable tray line require? A standard line — decoiler, leveler, punch press, forming mill, cutoff, and run-out table — typically requires 18 to 30 meters in length, plus coil loading clearance at the entry end.
What production speed should I target? For a single-shift operation producing standard perforated trays at moderate volume, 10–15 m/min is sufficient. For three-shift continuous production targeting high output, 25–40 m/min with a flying saw and rotary punch is the appropriate configuration.
Conclusion
Choosing the right cable tray roll forming machine comes down to matching the machine to your actual production requirements — not buying the cheapest option or over-specifying beyond what your order book justifies.
Define your tray types. Specify your materials. Choose the punching system that fits your volume and flexibility needs. Select the cutting method that matches your speed requirements. Then verify the supplier's engineering capability and support structure before committing.
If you have a cable tray profile drawing or want to discuss which machine configuration fits your production plan, contact our engineering team for a free technical review and proposal.
Related Articles:
{kind=link}