
Two machines. Same basic structure. Fundamentally different output — and different markets. If you are investing in a cable tray roll forming machine, the first decision is whether to produce perforated trays, solid bottom trays, or both. This guide gives you the full comparison so you can make the right choice for your market.
The Core Difference
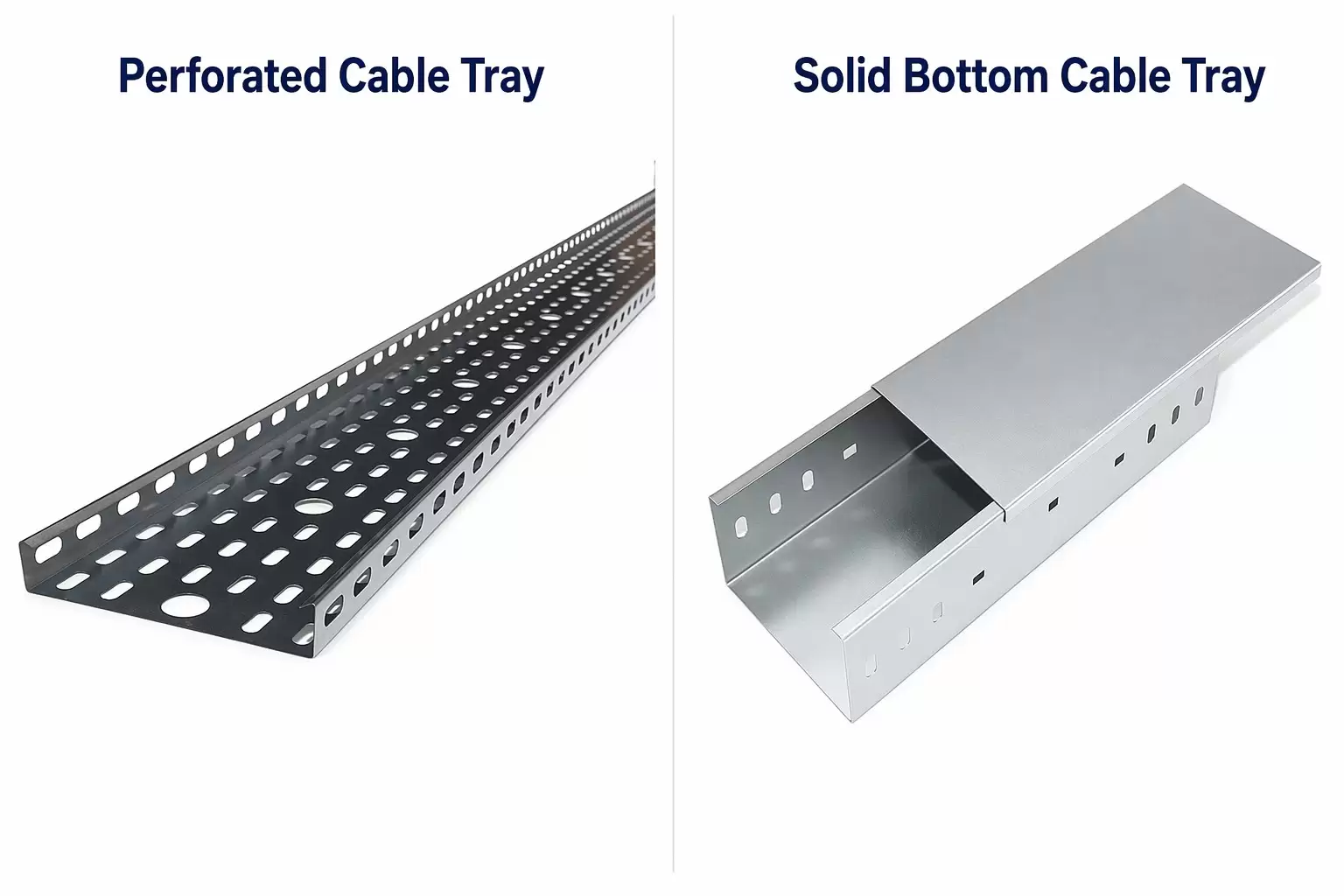
Perforated cable tray: A U-shaped trough with a regular pattern of holes or slots punched into the base and sides. The perforations provide ventilation, reduce weight, and allow visual inspection of cables without opening the tray.
Solid bottom cable tray: A U-shaped trough with no perforations — a completely enclosed base and sides. Maximum cable protection from moisture, dust, chemical splash, and mechanical damage.
Both are produced by roll forming machines with similar basic configurations. The critical difference is the punching system — perforated trays require an inline punch press; solid bottom trays do not.
Where Each Is Used
The market reality: Perforated cable tray is the dominant product globally by volume — the majority of electrical installations in commercial, industrial, and data center environments specify perforated. Solid bottom is a specialist product for environments where cable protection from contamination is critical. Most cable tray manufacturers produce both.
Machine Configuration Differences
Punching System Options for Perforated Trays
The punching system is the key differentiator for perforated tray machines. Three options:
Hydraulic punch press (most common): Speed: 5–15 m/min | Accuracy: ±1.0 mm | Pattern change: 20–45 min Best for: Standard operations, 1–3 hole patterns, budget-conscious entry
Servo punch press: Speed: 15–25 m/min | Accuracy: ±0.5 mm | Pattern change: 2–5 min Best for: High volume, multiple hole patterns, frequent order changes
Rotary punch: Speed: 25–40 m/min | Accuracy: ±0.5 mm | Pattern change: Not possible Best for: Single pattern, maximum throughput, three-shift production
Tray Dimensions: What Both Machines Produce
Width Adjustability: Fixed vs. Adjustable
Both perforated and solid tray machines come in two configurations:
Fixed-width machine: Produces one tray width only. Lower cost, simpler setup. Right for manufacturers with a single dominant market width.
Adjustable-width machine (50–600 mm range): Mechanical or servo adjustment of side rail position allows multiple widths from one machine. Changeover time: 30 minutes (manual) to under 5 minutes (servo-automatic). Higher investment, faster return when serving multiple tray width requirements.
Can One Machine Do Both?
Yes — with one important condition. If you want to produce both perforated and solid bottom trays on the same machine, the punch unit must be bypassable. When producing solid trays, the punch press is switched off and the material runs straight through. When producing perforated trays, the punch press is activated.
Confirm with your supplier that:
- Bypassing the punch press does not require mechanical removal of tooling
- The line speed can be increased when running solid (no punching limitation)
- The control system handles both modes from the same interface
Most modern cable tray machines support this dual-mode operation — but verify it is specifically included in your machine configuration.
Which Should You Buy First?
If you are entering the cable tray market for the first time and can only invest in one machine:
Choose perforated if: Your target market is commercial construction, data centers, or industrial facilities — the largest volume segments globally.
Choose solid bottom if: Your target market is food processing, pharmaceutical, chemical, or outdoor/coastal installations — where product specification mandates solid bottom.
Choose adjustable-width with bypassable punch if: You serve a mixed market and need flexibility from a single machine investment.
Conclusion
The machine choice between perforated and solid bottom cable tray production comes down to your target market specification. Perforated dominates by volume; solid bottom commands premium pricing in specialist environments. Most established manufacturers operate both.
If you have a specific tray specification and want to discuss which machine configuration — fixed or adjustable width, hydraulic or servo punch — best matches your production requirements, contact our engineering team.
Related Articles:
{kind=link}