
Steel Coil Slitting Line vs Cut to Length Line: Key Differences
If you are building a steel processing facility or expanding an existing one, two machines inevitably come up in the same conversation: the slitting line and the cut-to-length (CTL) line. Both process wide steel master coils. Both are upstream equipment that feeds downstream manufacturing. And both are frequently misunderstood — ordered for the wrong application, or confused with each other entirely.
This guide cuts through the confusion. By the end, you will know exactly what each machine does, how it works, when to choose one over the other, and what specifications to compare before purchasing.
The Fundamental Difference: What Each Machine Outputs
The clearest way to distinguish these two machines is by their output format:
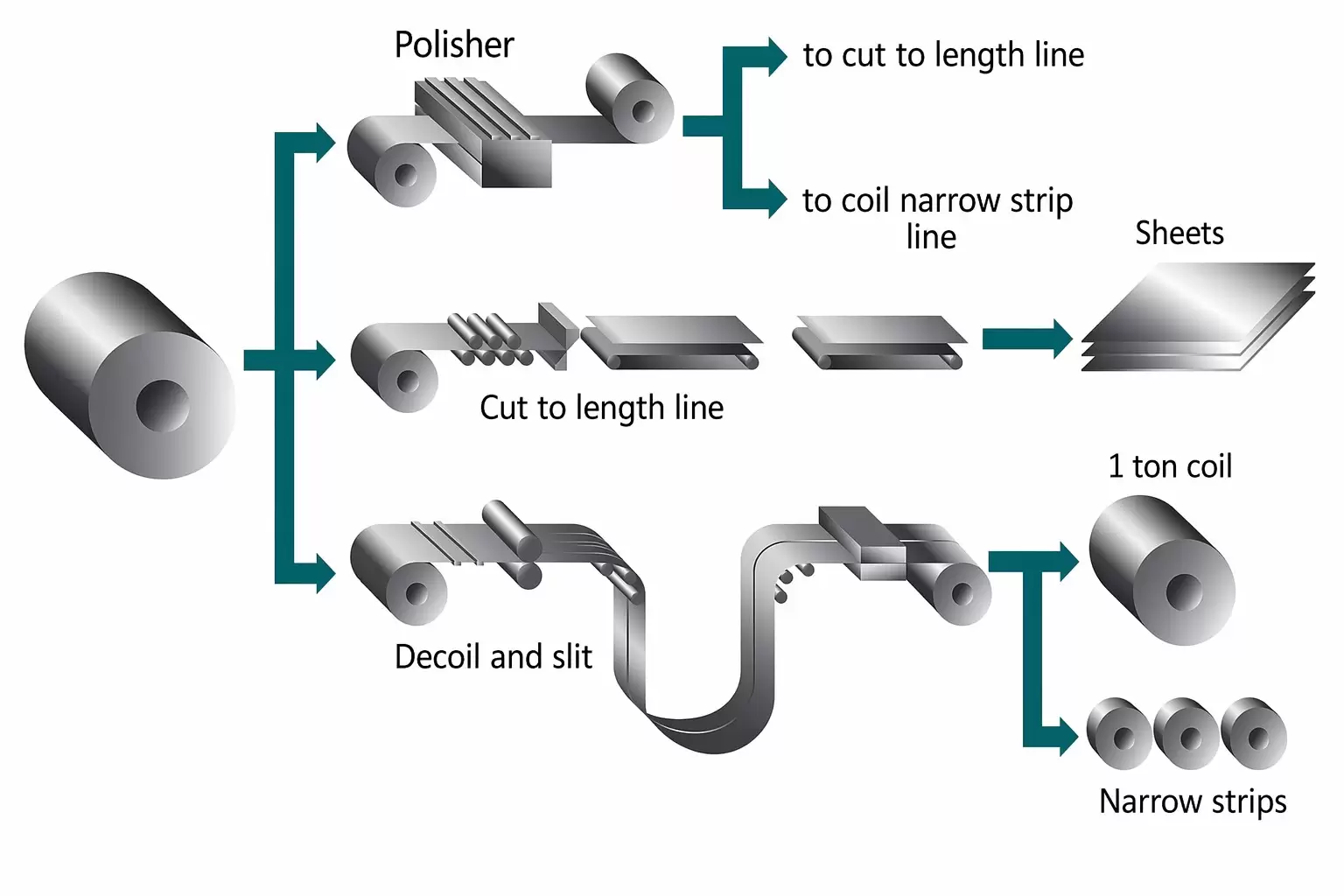
- Slitting line → cuts wide coil lengthwise into multiple narrower coils (strips)
- Cut-to-length line → cuts wide coil crosswise into flat sheets of a fixed length
Everything else — the machine structure, the downstream application, the material handling — flows from this single distinction.
A master coil of galvanized steel arriving from the steel mill might be 1,250 mm wide and weigh 15 tonnes. A slitting line takes this master coil and slices it lengthwise into, say, five narrower strips of 250 mm each — outputting five narrower coils ready to feed downstream roll forming machines. A cut-to-length line takes the same master coil and cuts it crosswise every 2,000 mm — outputting a stack of flat 1,250 × 2,000 mm sheets ready for press brake bending, stamping, or laser cutting.
How a Slitting Line Works
A slitting line converts wide master coils into narrower slit coils. Here is the complete sequence:
1. Coil Loading (Decoiler / Uncoiler) The master coil — typically 600–2,000 mm wide, up to 30 tonnes — is loaded onto a heavy-duty hydraulic decoiler. The decoiler controls strip tension as the coil unwinds.
2. Straightening / Leveling The strip passes through a multi-roller leveler that removes coil set (the natural curl from being wound in a coil). Flat, tension-free material entering the slitter head produces straighter, more accurate slit strips.
3. Slitter Head (Core Operation) The slitter head contains upper and lower arbors, each fitted with precisely spaced circular slitting knives (also called disc blades or rotary shears). As the strip passes between the upper and lower knife sets, the knives slit the strip lengthwise into multiple narrower strips simultaneously. The number of strips depends on the number of knife pairs.
Knife clearance — the gap between upper and lower knives — is critical. Too much clearance produces burrs on the strip edge. Too little causes knife wear. Correct clearance is typically 5–10% of material thickness, depending on material type and hardness.
4. Scrap Chopper / Looping Pit Edge trim scrap (the narrow offcuts from the outside edges of the master coil) is directed to a scrap chopper. A looping pit between the slitter head and the recoiler provides a controlled strip accumulation zone that decouples slitting speed from recoiling speed.
5. Recoiling (Tension Reel) The slit strips are wound into individual narrow coils on a recoiler (tension reel). Separator rings between coils prevent the strips from touching and marking each other.
6. Coil Removal and Strapping Finished slit coils are removed from the recoiler mandrel, weighed, strapped, and labeled for dispatch to downstream operations.
How a Cut-to-Length Line Works
A cut-to-length line converts wide master coils into flat sheets of precise dimensions. Here is the sequence:
1. Coil Loading Same as a slitting line — the master coil is loaded onto a hydraulic decoiler. For CTL lines, coil weights up to 30 tonnes are common.
2. Straightening / Leveling (More Critical Than in Slitting) Flat sheet output quality depends entirely on the leveling unit. A CTL line typically uses a precision roller leveler with more rollers (up to 21) than a slitting line leveler, because any residual bow or wave in the strip will be permanently present in the finished sheet. Roller levelers apply alternating bending to progressively eliminate internal stress and achieve flat output.
3. Feeding / Measuring A servo-driven feed unit advances the strip by precisely the target sheet length. The measuring system — typically a precision encoder wheel — triggers the cutoff at the exact position.
4. Shearing (Core Operation) A flying shear or stop-and-cut guillotine shear cuts the strip crosswise at the measured position. Flying shears cut without stopping the strip — maintaining continuous material flow. Stop-and-cut shears pause the strip briefly for each cut — simpler, lower cost, but limited in maximum line speed.
Cutting accuracy: ±0.5–1.5 mm depending on shear type and line speed.
5. Sheet Conveying and Stacking Cut sheets are conveyed away from the shear and stacked on a motorized stacker or pallet. Sheet stacks are typically 500–1,000 mm high before removal.
6. Output Finished sheets exit as a flat, precision-cut stack ready for downstream processing — press brake, laser, stamping, or direct dispatch to customers.
Side-by-Side Comparison
When to Choose a Slitting Line
Choose a slitting line when your downstream operation requires narrow-width coil input that is not available directly from the steel mill at the width you need.
Common scenarios:
Feeding roll forming machines: Roll forming machines are designed around a specific strip width — a cable tray machine might require 300 mm strip, while a purlin machine needs 280 mm. Steel mills deliver in standard master coil widths (typically 1,000–1,500 mm). A slitting line bridges the gap, converting one master coil width into multiple usable widths simultaneously.
Tube and pipe mills: Round tube and square section tube mills require precise-width strip that is roll-formed and seam-welded into a closed section. The strip width directly determines the tube circumference — requiring accurate slitting to ±0.1–0.3 mm.
Stamping operations: Stamping presses fed by coil (progressive die stamping) require strip at the exact blank width for the part being produced. Slitting provides this.
Steel service centers: Businesses that purchase master coil and re-sell narrow slit coil to downstream fabricators are the largest users of slitting lines globally.
Key advantage of slitting: One machine processing one master coil simultaneously produces multiple slit coils — maximizing material utilization and minimizing per-width procurement cost.
When to Choose a Cut-to-Length Line
Choose a cut-to-length line when your downstream operation requires flat sheet input — either for direct processing (press brake, laser, punch) or for sale to end-users who need sheet rather than coil.
Common scenarios:
Press brake fabrication shops: Press brakes require pre-cut flat sheet. Buying sheet from a steel service center is one option; operating a CTL line in-house gives control over sheet dimensions, surface condition, and inventory.
Laser and plasma cutting: Laser cutting machines are loaded with flat sheet. A CTL line feeding directly into a laser cutting cell eliminates the sheet purchasing step and reduces material cost compared to buying pre-cut sheet.
Construction material distribution: Galvanized steel sheet, color-coated sheet, and stainless sheet for roofing, cladding, and general construction are distributed as flat sheet. A CTL line enables a distributor or manufacturer to offer custom-cut sheet at competitive cost.
Roofing sheet manufacturing: Pre-cut flat sheet blanks are used in manual or semi-automated roofing tile forming operations where coil-fed production is not practical.
Can You Run Both Operations on One Line?
Some manufacturers offer combination slitting and cut-to-length lines — machines that can be configured to perform either operation. These combination lines are more expensive than dedicated machines and involve compromises in both slitting accuracy and sheet flatness quality. They are most appropriate for operations with moderate volume in both formats and limited floor space.
For high-volume operations focused on one output format, dedicated slitting or CTL lines consistently outperform combination machines in quality, throughput, and long-term maintenance cost.
Key Technical Specifications to Compare
For slitting lines:
For cut-to-length lines:
Frequently Asked Questions
Can a slitting line also cut to length? Not in standard configuration. A slitting line produces narrow coils, not flat sheets. Adding a shear and stacker converts it to a combination line, but with compromises as described above.
What is the minimum slit width a slitting line can produce? This depends on material thickness and type. For 1.0 mm galvanized steel, minimum slit widths of 15–20 mm are achievable on well-maintained equipment with proper knife setup. Thinner materials can be slit narrower; thicker materials have wider minimum width limits.
How often do slitting knives need to be replaced? Knife life depends on material hardness, thickness, and line speed. For standard galvanized steel at moderate speed, knife sets typically last 500,000–1,000,000 meters before requiring resharpening or replacement.
What causes camber (bow) in slit strips? Camber — lateral curvature in a slit strip — is caused by uneven internal stress across the strip width, asymmetric knife wear, or incorrect knife clearance. It is the most common quality issue in slitting operations and is managed through proper knife maintenance, correct clearance setting, and tension control on the recoiler.
Conclusion
The slitting line and the cut-to-length line solve different problems. The slitting line solves the width problem — converting wide master coil into the exact narrow widths your downstream machines require. The cut-to-length line solves the format problem — converting coil into flat sheet for processes that cannot accept coil input.
Define your downstream requirement first. If your roll forming machines, tube mills, or stamping presses need narrow coil — invest in a slitting line. If your press brakes, laser cutters, or sheet metal fabrication operations need flat sheet — invest in a cut-to-length line. If you need both — evaluate combination lines against two dedicated machines based on your volume and quality requirements.
If you are planning a steel coil processing facility and want to discuss which configuration fits your downstream production requirements, contact our engineering team for a complete line specification and proposal.
Related Articles:
{kind=link}