
Roll Forming vs Press Brake vs Stamping: Which Is Right for You?
Three processes dominate metal profile manufacturing: roll forming, press brake bending, and stamping. Each is capable, each is widely used — and each is the wrong choice for at least two out of three production scenarios.
Choosing the wrong process costs money. Not in a dramatic, obvious way — but steadily, through excess scrap, slow cycle times, high per-piece tooling cost, or profiles that are structurally sound but dimensionally inconsistent.
This guide gives you a clear, data-grounded comparison so you can make the right decision for your specific production requirements.
The Three Processes at a Glance
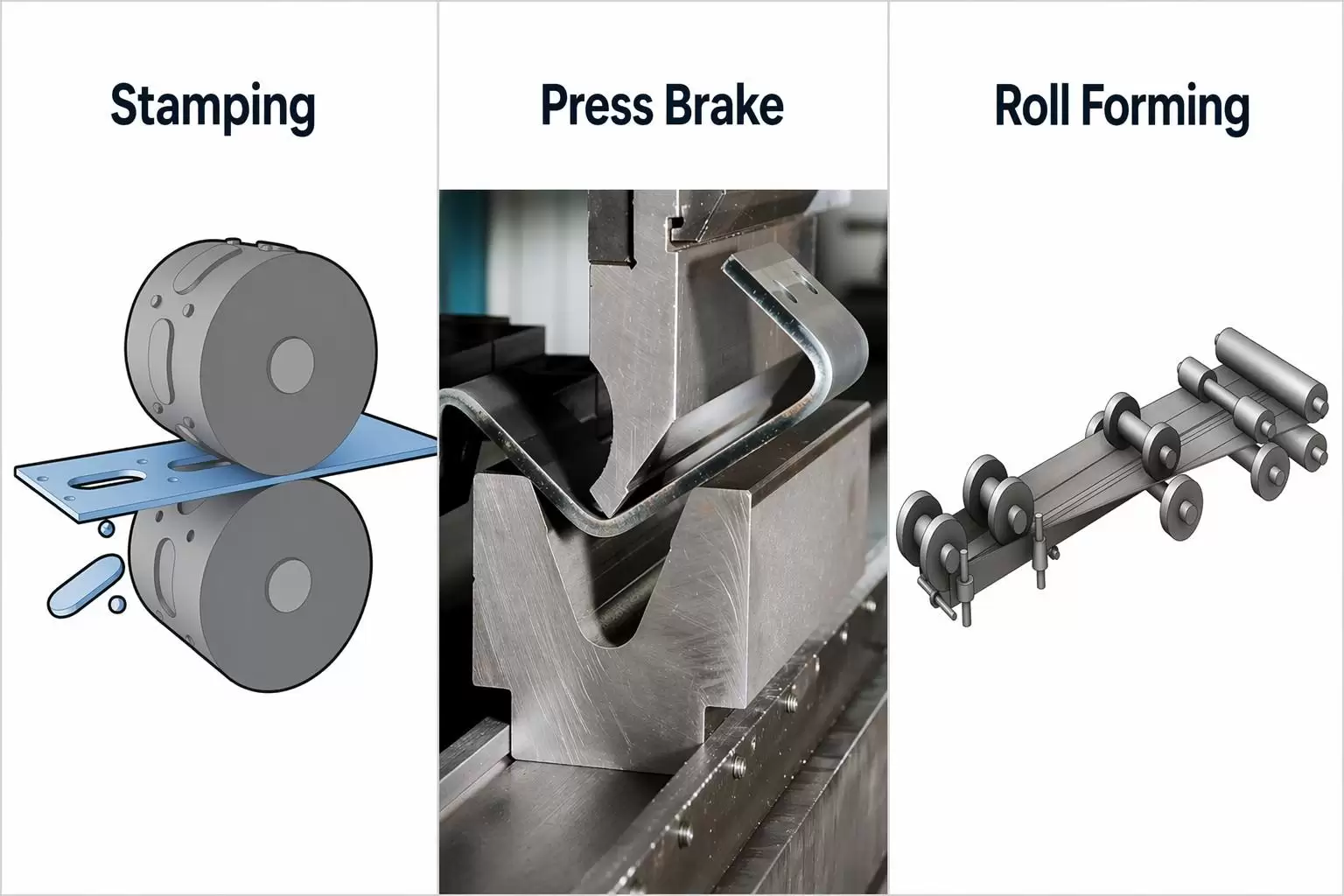
Roll Forming
A continuous cold-forming process. Flat metal coil is fed through a series of roller stations — typically 8 to 30 — each bending the material a small amount further until the target cross-section is achieved. The line runs continuously; as long as coil feeds in, finished profiles come out. The process is inherently suited to long, uniform cross-sections at high volume.
Press Brake Bending
A discrete, single-bend-at-a-time process. A flat sheet or plate is clamped between a punch and a die, and a single straight bend is formed along the sheet's length. Complex profiles require multiple setups — one bend per press cycle. The process is flexible, requires relatively simple tooling, and is well-suited to short runs and varied part geometries.
Stamping (Punching and Forming)
A high-speed process in which a flat blank of metal is pressed between a matched upper and lower die set, forming a three-dimensional shape in a single stroke or a sequence of progressive strokes. Stamping is ideal for complex three-dimensional forms, very high volumes, and parts where multiple features (holes, bends, embossing) must be produced simultaneously and with precise mutual relationship.
Head-to-Head Comparison
When Roll Forming Wins
Roll forming is the right choice when three conditions align: long parts, uniform cross-section, and high volume.
1. Part Length Is Unlimited
A press brake is limited by the machine's bed length — typically 1.5 to 6 meters. A stamping die is limited by blank size. A roll forming machine has no length constraint. Feed in coil, program the cut length, and the machine produces 2-meter, 6-meter, or 12-meter profiles with equal ease.
For cable trays, solar mounting rails, highway guardrails, pallet rack uprights, or purlins — where standard lengths of 3 to 6 meters are the norm — roll forming is the natural and often only viable production method at scale.
2. Cross-Section Consistency Is Critical
Because every meter of profile passes through the same set of rollers, roll forming produces dimensional consistency that discrete processes cannot match at speed. Cross-section tolerances of ±0.2 mm are standard on well-maintained equipment. This consistency is essential for components that must fit together across large assembled systems — racking, cable management, solar structures.
3. Volume Justifies Tooling Investment
Roll forming tooling — custom roller sets for each profile — is expensive. A typical C-purlin roller set costs 15,000–15,000–40,000 depending on complexity. At low volumes, this cost is prohibitive per piece. At high volumes — 50,000 meters per year or more — the tooling cost amortizes to near zero and the per-meter production cost drops dramatically.
Roll forming is wrong when: you need a short run of a profile you will never produce again, or when the cross-section changes along the part's length.
When Press Brake Wins
Press brake bending is the right choice when flexibility, short runs, and varied geometry are more important than throughput.
1. Low Volume, High Variety
For a fabrication shop producing custom enclosures, brackets, frames, and structural components in quantities of 10 to 500 pieces, a press brake is the correct tool. Setup is fast — typically 5 to 15 minutes for a simple bend sequence — and tooling cost is low. Switching from one part to another takes minutes.
Roll forming the same parts would require expensive custom roller sets that could never be amortized across such small quantities.
2. Sheet and Plate Material
Press brakes work on cut-to-length sheet and plate, not coil. For applications where the input material is already in sheet form — structural steel plate, aluminum sheet for enclosures, stainless plate for food equipment — a press brake is the direct process choice.
3. Variable Cross-Section Along Part Length
A roll-formed profile has the same cross-section from end to end. If a part needs a flange at one end and no flange at the other, or a taper, or a localized feature — press brake can accommodate it. Roll forming cannot.
Press brake is wrong when: you need to produce thousands of meters of the same profile per month. The cycle time is simply too slow, and material utilization (pre-cut sheets versus continuous coil) adds significant cost.
When Stamping Wins
Stamping is the right choice when three-dimensional complexity, very high volume, and tight mutual tolerances between features define the part requirement.
1. Complex Three-Dimensional Shapes
Roll forming produces only uniform cross-sections — the same shape along the entire length. Press braking can produce complex shapes but requires many setups and has limited capability for three-dimensional forms. Stamping produces complex 3D geometry — cups, brackets, housings, body panels, deep-drawn containers — in a single die set.
2. Very High Volume Justifies Die Cost
Stamping dies are the most expensive tooling in metal manufacturing — a progressive die for an automotive structural part may cost 200,000–200,000–500,000. This investment is only justifiable at very high volumes. At 1 million pieces per year, die cost amortizes to less than a dollar per piece. At 10,000 pieces, it never makes economic sense.
3. Multiple Features in One Hit
A progressive stamping die can punch holes, form flanges, emboss features, and cut to length in a single progressive sequence. The mutual positional relationship between these features is held by the die — eliminating the accumulation of setup errors that would occur if the same features were produced in separate operations.
Stamping is wrong when: the part is long (blank size limits depth, not length), when volume is moderate, or when the part is essentially a uniform cross-section that could be roll-formed far more cheaply.
The Break-Even Analysis: Volume Is the Key Variable
The single most important variable in choosing between these processes is production volume. Here is a simplified break-even model:
Scenario: Producing a C-section cable tray rail, 3 meters long
At 8,000 pieces, roll forming and press brake have equivalent total cost. Above 8,000 pieces — which represents a modest single-product order for a cable tray manufacturer — roll forming is cheaper per piece and faster in throughput. The break-even point varies by profile complexity, material, and machine configuration, but the principle holds consistently across product types.
Hybrid Approaches: When You Need More Than One Process
In practice, most manufacturers use more than one forming process, each for what it does best:
- Roll forming + press brake: Roll form the main structural profile; press brake the end caps, brackets, and custom fittings that cannot be roll-formed
- Roll forming + stamping: Roll form the continuous profile; stamp the connector plates, base plates, or other 3D components that integrate into the assembly
- Roll forming + in-line punching: The most common integration — punching holes, slots, and notches is done in-line on the roll forming machine, eliminating a separate secondary operation
Understanding which process handles which part of your product range — and where the volume thresholds justify investment — is the foundation of an efficient production strategy.
Decision Framework: Three Questions
Answer these three questions to identify the right process:
Question 1: How long is the part?
- Over 1 meter, uniform cross-section → roll forming is the primary candidate
- Under 1 meter, or variable cross-section → press brake or stamping
Question 2: What is your annual volume?
- Under 5,000 pieces → press brake (tooling cost not justifiable for roll forming or stamping)
- 5,000–100,000 pieces → roll forming (if profile is long and uniform)
- Over 100,000 pieces of a complex 3D part → stamping
Question 3: What does the cross-section look like?
- Uniform along entire length → roll forming
- Variable along length, moderate complexity → press brake
- Complex 3D, multiple features → stamping
Frequently Asked Questions
Can roll forming produce the same parts as a press brake? For long, uniform profiles — yes, and more efficiently. For short parts with varying cross-sections or localized features — no. The processes are complementary, not interchangeable.
Is roll forming always faster than press braking? In throughput terms for long profiles — yes, significantly. A roll forming line running at 20 m/min produces a 3-meter profile every 9 seconds. A press brake requiring three bends per part takes 45 seconds or more per piece. But press brake setup is faster, so for very short runs the press brake's faster changeover outweighs the roll former's higher running speed.
Can I use roll forming for aluminum? Yes. Aluminum is widely roll-formed for solar brackets, cable trays, and architectural profiles. The machine requires mirror-polished rollers and lubrication to prevent surface marking on the softer material.
Conclusion
Roll forming, press brake, and stamping are not competing technologies — they are complementary tools, each optimized for a specific combination of part geometry, volume, and material form.
Roll forming wins on long, uniform cross-sections at high volume. Press brake wins on short runs and varied geometry. Stamping wins on complex three-dimensional forms at very high volume.
The decision is not about which process is "better" — it is about which process fits your specific production requirement. Define the part, define the volume, and the right process follows logically.
If you are evaluating whether roll forming is the right investment for your production requirements, contact our engineering team. We will review your product range, production volume, and current process — and give you an honest assessment of where roll forming adds value and where it does not.
Related Articles:
{kind=link}